近年来,激光加工技术广泛普及,越来越多的行业在产业升级过程中选择了激光加工,这让激光工艺有了更广阔的发展空间,也有了更多的创新和探索。其中,激光复合焊接就是激光焊接工艺领域的又一种新型工艺,这种加工工艺特别适合高反材料(铜、铝、合金)的加工应用,且焊接速度快、焊缝质量高、焊接缺陷少、焊接强度高,可应用在动力电池、汽车白车身等行业。
1、激光复合焊原理
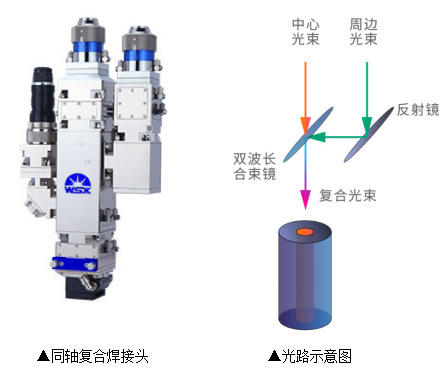
激光复合焊接一般指将两不同状态(空间位置、光束质量、光斑形态、光束能量、光波长、作用时间等)的光束作用在焊接位置完成激光焊接;比较常用的是两种波长不同的光束进行同轴合成之后同时作用于焊接位置。
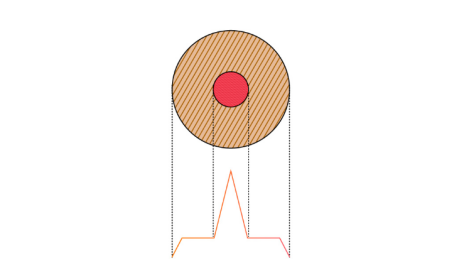
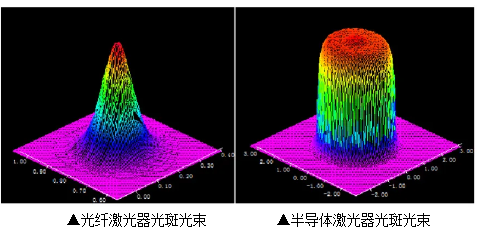
中心光束:能量密度高、光斑区域小,进行深熔焊接、提供主要焊接能量
周边光束:能量密度小、光斑区域大,主要进行预热冷却缓冲、提升中心光束吸收辅助焊接
2、激光焊接光源构建方案
中心光束的可选激光器
MFSC 1000W-6000W单模连续光纤激光器
周边光束的可选激光器
MD 1000W-5000W直接半导体激光器
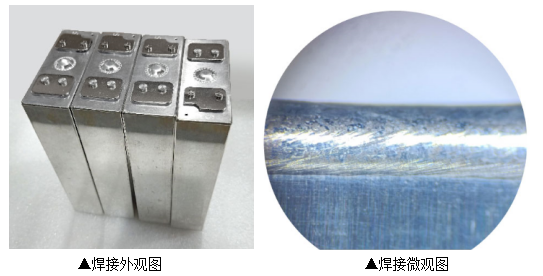
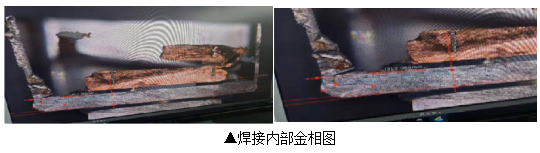
3、电池复合焊实验
4、复合焊接优势特点
1.焊接表面光滑平整,未出现发黑发黄现象,无裂纹,密封性良好;
2.相对于传统焊接,复合焊接速度可以提升2-3倍;
3.采用复合焊接,比单纯的单光束光纤连续焊接所用加工功率明显降低30%左右;
4.复合焊接良率明显提升;
5.焊接过程中要注意保护气的使用;
6.壳体如有杂质易产生炸点现象,可补焊;
7.复合焊接对焊接轨迹容错性比单光纤焊接得到明显提升。
5、所用激光器